The Importance of an Optical Measurement System in Industrial Applications
Optical measurement systems play a crucial duty in industrial applications. They supply high accuracy and promote non-contact measurement, which is important for securing delicate elements. These systems boost functional efficiency and promote quality assurance. Their implementation is not without difficulties. Understanding their importance and the complexities involved can brighten their transformative potential in modern manufacturing. What are the certain advantages and challenges that these systems present?
Understanding Optical Measurement Solutions
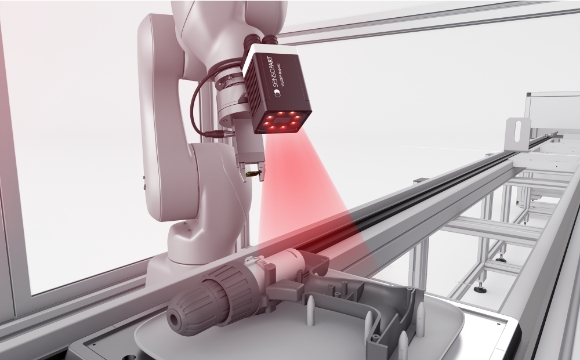
Optical measurement systems play a necessary function in numerous industrial applications by giving exact and accurate information collection. These systems utilize light to measure physical properties such as measurements, surface area accounts, and material features. The fundamental elements normally consist of lasers, electronic cameras, and sensors that catch and examine light mirrored from things. By utilizing methods such as interferometry and photogrammetry, these systems can find minute changes in shape and size, which are vital for quality assurance and item consistency.Furthermore, optical measurement systems are non-contact, enabling them to analyze delicate or detailed items without causing damage. They are versatile, finding applications in areas like aerospace, automobile, and electronic devices producing. The integration of advanced software program for information evaluation improves the performance of these systems, allowing real-time surveillance and feedback. As markets evolve, the value of optical measurement systems continues to expand, sustaining the need for higher accuracy and performance.
Trick Benefits of Optical Measurement in Manufacturing
While typical measurement methods frequently include physical call and can introduce mistakes, the fostering of optical measurement systems in manufacturing offers considerable benefits. These systems make use of non-contact strategies, minimizing the risk of damages to delicate parts and making sure the stability of measurements. Optical measurement gives high precision and accuracy, making it possible for manufacturers to accomplish limited tolerances important in competitive markets.Additionally, the rate of optical measurement systems enhances productivity. fibre testing equipment. Quick information acquisition permits for real-time surveillance, facilitating prompt modifications in production procedures. This performance causes decreased waste and enhanced resource allocation.Furthermore, the adaptability of optical systems suits a large range of materials and geometries, making them appropriate for various applications. Their capacity to integrate perfectly with automation innovations sustains Market 4.0 campaigns, promoting smarter manufacturing atmospheres. In general, the vital benefits of optical measurement contribute considerably to enhancing top quality control and operational performance in modern manufacturing setups
Applications of Optical Measurement Solutions
Optical measurement systems play a necessary function in numerous commercial applications, especially in improving accuracy during producing processes. They are indispensable to top quality control and assurance, making certain that products satisfy stringent criteria. Furthermore, these systems sustain research study and development efforts by giving precise data for technology and enhancement.
Accuracy in Production Processes
In modern production, high precision is necessary for ensuring item top quality and operational effectiveness. Optical measurement systems offer advanced abilities that greatly enhance accuracy throughout the manufacturing procedure. These systems utilize light and imaging innovations to record comprehensive measurements of parts, enabling producers to achieve tight resistances and accurate measurements. By integrating optical measurement right into production operations, organizations can promptly recognize deviations from specifications, thus reducing waste and decreasing rework. Additionally, the non-contact nature of optical dimensions enables for checking fragile or sensitive products without threat of damages. Inevitably, the fostering of optical measurement systems promotes a society of precision in production, resulting in enhanced performance and competition in the industry.

Top Quality Control and Assurance
Quality control in making heavily relies upon specific measurement methods to ensure that products fulfill established criteria. Optical measurement systems play a pivotal function in this procedure, allowing accurate analyses of measurements, surface top quality, and various other vital features of produced goods. By using high-resolution imaging and sophisticated evaluation algorithms, these systems detect inconsistencies from specs, making certain consistency throughout manufacturing. Furthermore, optical measurements can be non-destructive, protecting the integrity of products while helping with fast evaluations. The assimilation of these systems right into high quality control procedures boosts efficiency and reduces waste, inevitably adding to enhanced product reliability. As sectors undertaking for quality, the fostering of optical measurement modern technologies becomes significantly important for maintaining affordable advantage and client satisfaction.

R & D Applications
As markets undertaking for development, optical measurement systems have become an important device in research and advancement applications. fibre testing equipment. These innovative systems give accurate dimensions of materials and parts, enabling designers and scientists to get crucial insights into their buildings and efficiency. Optical measurement technologies, such as laser scanning and interferometry, help with the fast prototyping of brand-new styles and the optimization of existing products. By catching high-resolution data, scientists can identify issues and examine the impact of different parameters on product performance. Furthermore, these systems sustain interdisciplinary cooperation, linking voids between different fields. The integration of optical measurement systems into R&D refines eventually accelerates advancement timelines and cultivates the development of advanced solutions in different industrial fields
Comparing Optical Measurement to Standard Methods
In comparing optical measurement systems to standard approaches, a number of vital aspects emerge, including precision and accuracy. In addition, the rate of measurement and cost-effectiveness play substantial roles in figuring out the suitability of each strategy for industrial applications. This analysis highlights how improvements in optical modern technology may use benefits over traditional strategies.
Accuracy and Accuracy
Optical measurement systems supply significant advantages in accuracy and precision contrasted to traditional measurement methods. These systems utilize sophisticated innovation, such as lasers and high-resolution cams, to catch dimensional information with marginal mistake. In comparison, typical methods often count on mechanical devices that can present variability due to human mistake or material wear. Optical systems can achieve micrometer-level accuracy, ensuring regular outcomes also in complicated geometries. In addition, they give non-contact measurement, minimizing the danger of damaging delicate components. This capacity is specifically helpful in markets where resistances are critical, such as aerospace and automotive production. As a result, the fostering of optical measurement innovation boosts high quality control and minimizes the possibility of problems, ultimately improving total manufacturing efficiency.
Speed of Measurement
The advantages of optical measurement systems prolong past precision and accuracy to consist of substantial improvements in measurement rate. Typical measurement methods typically call for prolonged configurations and hands-on calculations, which can reduce production processes. In contrast, optical systems utilize innovative technologies such as laser scanning and imaging, enabling fast information acquisition and processing. This efficiency allows for real-time dimensions, promoting quicker decision-making in making settings. The capacity to catch big volumes of data quickly improves throughput and productivity, offering organizations an affordable side. In addition, with lowered measurement times, optical systems reduce downtime related to evaluations, additionally simplifying operations. The speed of measurement in optical systems considerably contributes to total functional efficiency in industrial applications.
Cost-Effectiveness Evaluation
A thorough cost-effectiveness evaluation reveals that optical measurement systems typically give considerable monetary advantages over traditional approaches. These systems usually reduce the requirement for substantial physical arrangements, minimizing labor prices and downtime during measurement processes. Optical approaches can likewise generate faster results, leading to boosted performance and lowered operational expenses. In addition, the accuracy offered by optical dimensions lowers the chance of expensive errors, which can emerge from hand-operated treatments and typical methods. In the future, the first investment in optical modern technology is usually offset by savings in sources, time, and improved product top quality. Subsequently, sectors that embrace optical measurement systems may find themselves not just enhancing performance yet also attaining a more desirable cost-benefit ratio compared to traditional methods.

The Function of Automation in Optical Measurement
While several sectors significantly depend on precision and efficiency, automation has actually emerged as a vital component in boosting optical measurement procedures. By incorporating automated systems, companies can significantly boost measurement accuracy and lower human error. Automated optical measurement systems utilize advanced algorithms and sensors to provide real-time information evaluation, assisting in quicker decision-making and process adjustments.Additionally, automation permits for consistent measurements across various manufacturing runs, making sure that high quality criteria are maintained. The scalability of automated optical measurement systems makes them suitable for diverse applications, from high quality control in manufacturing to evaluation in semiconductor production.Furthermore, these systems can be perfectly incorporated sites right into existing production configurations, promoting a smooth change towards extra reliable operations. Overall, the duty of automation in optical measurement is critical, offering boosted reliability, lowered labor prices, and enhanced operational performance, ultimately driving commercial competition.
Obstacles and Considerations in Application
Carrying out optical measurement systems, despite the advantages of automation, provides various difficulties and factors to consider that organizations have to navigate. One considerable difficulty is the combination of these systems into existing operations, which might need considerable adjustments in processes and employee training. Organizations needs to likewise attend to the compatibility of optical measurement innovations with current equipment and software.Additionally, the irregularity of products and ecological conditions can influence measurement precision, demanding robust calibration and upkeep methods. Price is another essential factor to consider, as initial financial investments can be significant, and organizations must evaluate these costs versus potential effectiveness gains. Data administration likewise positions difficulties, as the volume of details created calls for efficient systems for storage, analysis, and interpretation. Lastly, guaranteeing compliance with market standards and regulations includes an additional layer of intricacy to the application process, needing cautious preparation and implementation.
Future Trends in Optical Measurement Innovation
As sectors proceed to advance, improvements in optical measurement modern technology are readied to change their operational landscapes. Emerging fads indicate a change towards increased automation and combination with synthetic knowledge, enhancing link the accuracy and effectiveness of dimensions. Adaptive optics is acquiring traction, enabling systems to adjust in real-time to differing environmental conditions, thus decreasing mistakes. The miniaturization of optical sensors is enabling their deployment in a lot more portable and diverse setups, increasing application possibilities in sectors such as aerospace and manufacturing.Additionally, the development of 3D optical measurement strategies is transforming quality control procedures, using even more considerable data evaluation. Developments in data handling formulas are also expected to enhance the analysis of intricate measurements, making understandings more available. Jointly, these fads mirror a future where optical measurement modern technology not just boosts accuracy however likewise boosts operational agility, positioning industries to better meet progressing needs.
Regularly Asked Concerns
Just How Do Optical Measurement Equipments Ensure Information Accuracy?
Optical measurement systems assure data precision via accurate calibration, advanced algorithms, and high-resolution imaging. These parts interact to decrease errors, boost measurement uniformity, and offer trusted results essential for numerous industrial applications and procedures.
What Is the Typical Life-span of an Optical Measurement System?
The regular lifespan of an optical measurement system differs, often ranging from five to fifteen years. Factors affecting durability hop over to these guys consist of usage strength, environmental conditions, upkeep methods, and technical innovations that may necessitate upgrades or substitutes.
Can Optical Measurement Equipments Be Custom-made for Specific Industries?
What Training Is Needed for Running Optical Measurement Solutions?
Training for operating optical measurement systems commonly consists of understanding system components, software use, calibration strategies, data evaluation, and security protocols. Individuals frequently take part in hands-on practice and might finish certification courses to boost their efficiency.
How Do Ecological Factors Influence Optical Measurement Outcomes?
Ecological aspects, such as temperature level, humidity, and illumination conditions, substantially influence optical measurement outcomes. Variations in these aspects can cause errors, impacting the accuracy and dependability of measurements taken by optical systems in numerous settings.